Share
Pin
Tweet
Send
Share
Send

قليلا من النظرية ...
بعد التصلب وتلطيف درجات الحرارة المنخفضة اللاحق ، يجب أن تكون صلابة الفولاذ الحاملة HRC 62 على الأقل. علاوة على ذلك ، فإنه يحتوي على ما يقرب من 1 ٪ من الكربون و 1.5 ٪ من الكروم ، مما يضمن جودة صلابة الفولاذ الحاملة خلال كامل حجم المنتج.
يتم تصلب هذا المعدن عند درجة حرارة 830 درجة مئوية في الزيت ، تليها هدأ لمدة ساعتين على الأقل عند درجة حرارة 160 درجة مئوية.
من الواضح أنه لن تكون كل أداة قادرة على معالجة الصلب الحامل بالخصائص المذكورة أعلاه. على سبيل المثال ، لا تزيد صلابة أدوات الفولاذ من الدرجة P6M5K5 و P9 و P9M4K8 و P18 عن HRC 59 ، والدرجات U7 و U8 و U10 و U12 و P6 حسب نظام التخفيف بعد التبريد تتراوح من HRC 59 إلى HRC 63.
اختبار القاطع
بالنظر إلى أن بعض فولاذ الأدوات ، ذو الصلابة الأقل أو المماثلة ، ليس من الواضح أنه مناسب لمحامل تصنيع الآلات ، سنحاول استخدام قاطعتين لهذا الغرض: من الفولاذ T15K6 ومع ملحق elbor (أسماء أخرى: البورازون ، الكوبونيت ، الكينجسونجيت ، الكيبوريت).
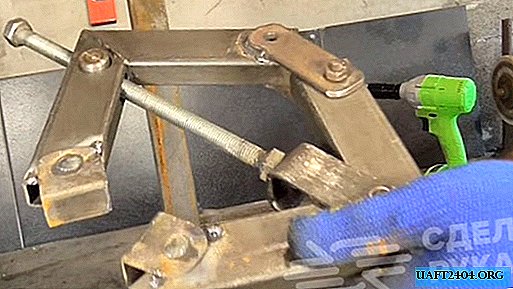
من أجل تثبيت القاطعة الحادة بشكل أكثر دقة في حامل الأدوات ، سنقوم "باختزال" قاعدتها ونصلح حلقة المحمل في ظرف الماكينة بأكبر قدر ممكن من الدقة في الانحراف.


سنحاول معالجة الوجه النهائي للحلقة بسرعة 315 دورة في الدقيقة في عدة تمريات بسماكة لا تقل عن إزالة الرقاقة وبدون استخدام سائل القطع (سائل التبريد).

بصريا ، تبدو جودة المعالجة جيدة ، لكن القاطعة مملة وتتطلب شحذًا جديدًا.

للمرة الثانية عند شحذ القاطع ، تكون الزاوية الرئيسية سالبة ، فنحن نطبق سائل التبريد ونخفض سرعة دوران الخرطوشة من 315 إلى 250 دورة في الدقيقة. نستخدم أيضًا ، كما في المرة الأولى ، الحد الأدنى من التدفق.


للوهلة الأولى ، يبدو سطح الآلات ناعمًا تمامًا ، ولكن فشلت أداة القطع مرة أخرى ، وفي الوقت نفسه ، لم تصبح مملة فحسب ، بل تم تقطيع حافة القطع للإدخال.

جرب الآن أداة تقطيع مع إدراج من Elbor بسرعة 315 دورة في الدقيقة دون استخدام سائل التبريد.

سنقوم بمعالجة الأسطح الداخلية والجانبية للحلقة الحاملة باستخدام عدة تمريرات.


تبدو الأسطح المعالجة بالبور ذات جودة عالية للغاية ، ولم يتأثر الملحق نفسه على الإطلاق ، على الرغم من أن الرقائق والشقوق مرئية في بعض الأماكن على الإطار المعدني.


دعونا نحاول بعد إعادة التجميع الثالثة استخدام قاطعة T15K6 بسرعة منخفضة تساوي 115 دورة في الدقيقة ، حيث لا يزال قطر الحلقة الدائرية 105 مم. ولكن بالفعل في بداية الأخدود ، تعرضت لوحة القطع للتلف - كان يجب تقطيعها وتوقف العملية.
النتائج
إذا لم نصل إلى قاطع T15K6 معيب ، فمن الواضح أنه غير مناسب لتصنيع الفولاذ الحامل تحت أي ظروف قطع.
شيء آخر هو القاطع مع إدراج من elbor. كفل جودة المعالجة وفي الوقت نفسه لم يعان على الإطلاق.

Share
Pin
Tweet
Send
Share
Send